

【導讀】本文將結合一些發生的實際案例,重點就貼片類器件在使用中需要注意的一些關鍵點進行探討,以期最大程度上避免器件使用中出現的焊接不良。
PTC作為被動類保護器件,被廣泛的應用于鋰離子二次電池的二次保護設計中。在實際使用過程中,與其它貼片類器件相類似,工程師們也會遇到該類器件發生焊接方面的不良。本文將結合一些發生的實際案例,重點就貼片類器件在使用中需要注意的一些關鍵點進行探討,以期最大程度上避免器件使用中出現的焊接不良。
經常遇到的焊接不良包括:SMT后-錫珠/虛焊/空焊不良
錫珠產生于引腳之間
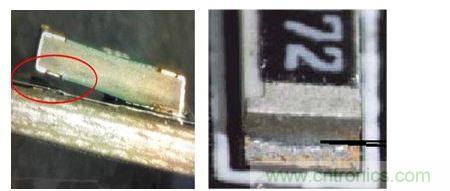
器件一端翹起或側面未爬錫,形成立碑/空焊/虛焊不良
根據經驗分析,造成上述焊接方面不良的因素通常包括如下幾個方面:
1, 人員方面:
a) 印刷工站存在偏移/錯位不良,操作人員未實施攔截;
b) 操作人員上鋼網時未做是否堵孔檢查。
2, 機器設備方面:
a) 印刷精度/貼片精度異常;
b) 回流焊溫度異常
3, 方法:
a) 貼裝坐標調整異常;
b) 鋼網未按規定頻率清洗
4, 物料自身方面:
a) 物料有明確溫濕度管控要求,未按照操作指示保存;
b) PCM焊盤拒錫,上錫不良;
c) PCB/PAD設計布局未考慮吸熱/散熱平衡,導致PAD兩端存在較大溫差;
d) 元件推薦焊盤設計與PCB/PAD LAYOUT不匹配;
e) 元件過回流后發生變形;
f) 元件焊接端子吃錫異常。
[page]
排除員工/設備/操作方法的影響,下面著重從物料自身方面進行案例分析:
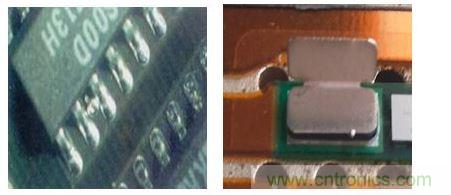
實例1分析:
a) PCB/PAD尺寸設計布局未考慮吸/散熱平衡,導致一側PAD連接有大面積銅皮,過回焊爐時兩端PAD存在較大溫差;
b) PCB一側PAD阻焊油墨下有延伸出額外銅皮,形成臺階,造成器件一段被抬高.
改善建議:
建議產品研發設計人員在設計初期參考器件規格書的推薦設計要求或咨詢原廠相關技術窗口直接確認;
實例2分析:
研發產品PCB/PAD LAYOUT與元件推薦焊盤設計不匹配;
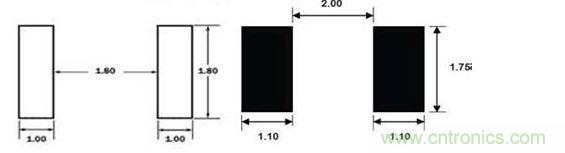
研發產品PCB板焊盤設計尺寸 PTC供應商推薦PCB焊盤設計
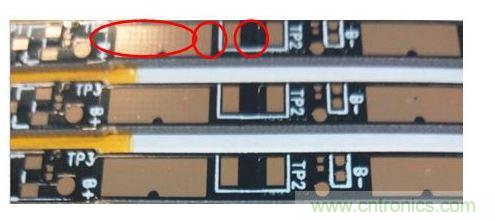
進一步分析:
研發產品焊盤尺寸總長:3.80mm;而PTC器件長度實際值為3.3~3.4mm,焊接端子長度0.5mm,如果器件擺放正居中,兩側留有各0.2mm的爬錫位置,考慮設備定位誤差和產品收縮,以公差+/-0.1mm考量,極端情況下一側焊盤將只有0.1mm位置供爬錫,這將非常困難,而另一次由于位置空間充足,爬錫容易且快,在表面張力產生的扭轉拉力下,由于吊橋效應,勢必將器件稍稍拉起向一側而形成空焊甚至立碑。
改善建議:
建議產品研發設計人員在設計初期參考器件規格書的推薦設計要求或咨詢原廠相關技術窗口直接確認;
對于空焊/虛焊的一些補充改善建議:
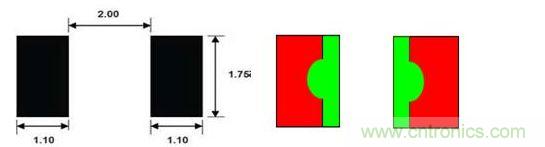
焊盤設計 鋼網開窗(紅色區域)
建議將鋼網開口間距加大并適當外擴另一側尺寸0.2~0.3mm,鋼網厚度不得小于0.1mm.



